




강남구변호사 판사·검사·대형로펌 경력을
보유한 변호사를 확인하세요.
보유한 변호사를 확인하세요.








에이앤랩의 목표는 “다른 로펌에서
할 수 없는 일을 해내는 것”입니다.
할 수 없는 일을 해내는 것”입니다.
에이앤랩은
판사·검사·대형로펌(김앤장, 태평양) 경력의 변호사들로 구성된 로펌으로,
에이앤랩만의 경력과 전문성을 바탕으로 최상의 법률서비스를 제공합니다.
에이앤랩은 법률분쟁을 겪고 계시는 고객분들이
조속히 일상으로 돌아가실 수 있도록 최선을 다해왔습니다.
그 과정에서 승소가 어렵다고 여겨지는 사건들까지 해내는 저력으로 고객분들이
진정으로 원하는 결과를 실제로 이뤄냈습니다.
젊고, 적극적이며, 혁신적인 로펌. 에이앤랩입니다.
대표변호사 박현식, 조건명
판사·검사·대형로펌(김앤장, 태평양) 경력의 변호사들로 구성된 로펌으로,
에이앤랩만의 경력과 전문성을 바탕으로 최상의 법률서비스를 제공합니다.
에이앤랩은 법률분쟁을 겪고 계시는 고객분들이
조속히 일상으로 돌아가실 수 있도록 최선을 다해왔습니다.
그 과정에서 승소가 어렵다고 여겨지는 사건들까지 해내는 저력으로 고객분들이
진정으로 원하는 결과를 실제로 이뤄냈습니다.
젊고, 적극적이며, 혁신적인 로펌. 에이앤랩입니다.
대표변호사 박현식, 조건명

법무법인 에이앤랩
판사·검사·김앤장 역임 변호사,
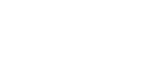
에이앤랩만의 사건 대응 시스템
에이앤랩만의 사건 대응 시스템
[10년 이상의 경험과 능력을 가진 로펌]
법무법인 에이앤랩은 10여년의 경험을 보유한 변호사들로 구성되어 있으며,
지식은 경험을 이길 수 없다라는 말처럼 긴 시간 경험을 통해 쌓아온 노하우는
그 누구보다 최고의 법률서비스를 제공하는 밑거름이 되었습니다.
[소통의 기술을 겸비한 로펌]
법무법인 에이앤랩은 소통의 로펌입니다.
우리는 고객의 이야기를 더 깊이, 더 많이 듣기 위해 귀 기울입니다.
그리고 결국 그 안에서 사건의 열쇠를 찾아냅니다.
수많은 고객들의 이야기를 해피엔딩으로 만들어 드린 소통의 기술.
이제 당신이 이야기할 차례입니다.
[전문성 넘치는 구성원을 보유한 로펌]
법무법인 에이앤랩은
검사 출신에서부터 한국투자증권, 대형로펌 태평양 출신 변호사까지
이미 그 경력을 인정 받은 변호사들로 구성되어 있습니다.
더불어 형사법 전문, 지식재산권 전문 변호사와 같이 각 분야 전문 변호사들로 구성돼
여러분들에게 신뢰를 주는 로펌이 되었습니다.
[정도경영(正道經營) 하는 로펌]
법무법인 에이앤랩은 본질에 충실하고 진정성있는 행동으로
의뢰인의 신뢰에 답할 것입니다. 에이앤랩은 사무장과 같은 유사법조 직역자를 쓰지 않고,
사건의 상담, 검토, 수행 등 모든 절차를 변호사들이 직접 수행합니다.
또한 소송을 하지 않고도 이길 수 있는 방법,
최소한의 비용으로 원하는 바를 얻을 수 있는 방법을 찾아서 제시합니다.
법무법인 에이앤랩은 10여년의 경험을 보유한 변호사들로 구성되어 있으며,
지식은 경험을 이길 수 없다라는 말처럼 긴 시간 경험을 통해 쌓아온 노하우는
그 누구보다 최고의 법률서비스를 제공하는 밑거름이 되었습니다.
[소통의 기술을 겸비한 로펌]
법무법인 에이앤랩은 소통의 로펌입니다.
우리는 고객의 이야기를 더 깊이, 더 많이 듣기 위해 귀 기울입니다.
그리고 결국 그 안에서 사건의 열쇠를 찾아냅니다.
수많은 고객들의 이야기를 해피엔딩으로 만들어 드린 소통의 기술.
이제 당신이 이야기할 차례입니다.
[전문성 넘치는 구성원을 보유한 로펌]
법무법인 에이앤랩은
검사 출신에서부터 한국투자증권, 대형로펌 태평양 출신 변호사까지
이미 그 경력을 인정 받은 변호사들로 구성되어 있습니다.
더불어 형사법 전문, 지식재산권 전문 변호사와 같이 각 분야 전문 변호사들로 구성돼
여러분들에게 신뢰를 주는 로펌이 되었습니다.
[정도경영(正道經營) 하는 로펌]
법무법인 에이앤랩은 본질에 충실하고 진정성있는 행동으로
의뢰인의 신뢰에 답할 것입니다. 에이앤랩은 사무장과 같은 유사법조 직역자를 쓰지 않고,
사건의 상담, 검토, 수행 등 모든 절차를 변호사들이 직접 수행합니다.
또한 소송을 하지 않고도 이길 수 있는 방법,
최소한의 비용으로 원하는 바를 얻을 수 있는 방법을 찾아서 제시합니다.

에이앤랩 성공사례
결과로 증명하는 압도적인 실력
의뢰인의 상황에 빠르게 대처하고, 철저한 맞춤 전략으로 최선의 결과를 이끌어냅니다.
![[부동산] 부동산 가등기 말소청구 항소심, 원고 전부 기각 및 조정으로 실질적 이익 확보·분쟁 종결](/files/thumbnails/216/400x400.fill.jpg?t=1764649997)
![[이혼] 유책배우자로 지목된 이혼 소송 피고 대리하여 위자료 70% 감액 성공](/files/thumbnails/212/400x400.fill.jpg?t=1764649997)
![[형사] 음주2진+무면허운전(무면허음주운전), 변호인 조력으로 집행유예 이끌어내](/files/thumbnails/209/400x400.fill.jpg?t=1764649998)
![[대여금] 대여금 소송 원고 대리하여 2억 원 전액 지급 판결 이끌어내](/files/thumbnails/205/400x400.fill.jpg?t=1764649709)
![[행정] 중소기업기술개발지원사업 참여제한처분에 대한 집행정지 승소 판결](/files/thumbnails/202/400x400.fill.jpg?t=1764649709)
![[형사] 강제추행 피해자 대리하여 가해자 징역형 판결 이끌어내](/files/thumbnails/199/400x400.fill.jpg?t=1764649709)
![[상간] 상간 피고, 부정행위 없었음을 입증하여 위자료 1/2 감액 이끌어내](/files/thumbnails/196/400x400.fill.jpg?t=1764649709)
![[손해배상] 횡단보도 사망사고 피해자 대리, 손해배상 약 5억 원 지급 이끌어내](/files/thumbnails/193/400x400.fill.jpg?t=1764649709)
강남구변호사 Q&A
Q1강남구에서 법률 상담이 많이 이루어지는 분야는 무엇인가요?
A1. 강남구는 주거·상업·기업 밀집 지역이라
형사·이혼·민사·부동산·기업법무 등 다양한 분야의 상담이 고르게 이루어집니다.
사건 규모와 복잡성이 높은 편이라 정확한 사실 파악이 중요합니다.
Q2강남구 사건의 특징이 있나요?
A2. 디지털 자료(CCTV, 휴대전화, 메시지 기록 등) 기반 사건이 많은 편이며,
갈등 구조가 복합적인 경우가 많습니다.
초기 대응 방향에 따라 사건 흐름이 크게 달라집니다.
Q3변호사를 선임할 때 무엇을 가장 먼저 확인해야 하나요?
A3. 사건 분야 경험, 사건 기록 분석 능력, 증거 구성 방식 등이 중요합니다.
특히 형사·이혼 사건은 초기 진술 전략이 핵심이므로 ‘초기 상담의 질’이 큰 차이를 만듭니다.
Q4강남구 내 경찰서나 관할 구조는 어떻게 되어 있나요?
A4. 강남경찰서, 수서경찰서 등 관할이 나뉘며
사건 유형·발생 장소에 따라 수사 절차가 다르게 진행될 수 있습니다.
관할 파악은 대응 계획을 세울 때 중요한 요소입니다.
Q5개인 간 분쟁 사건도 변호사 선임이 필요한가요?
A5. 금전·계약·명예훼손 등 민사 분쟁은 증거 수집과 책임 구조 분석이 중요해
법률적 판단이 필요할 때가 많습니다.
특히 디지털 명예훼손·사이버 갈등은 절차가 더 복잡할 수 있습니다.
Q6형사 사건에서 가장 중요한 것은 무엇인가요?
A6. 초기 진술의 방향과 증거 대응입니다.
진술이 바뀌거나 일관성이 떨어지면 신빙성이 흔들릴 수 있어
사건 초기에 전략을 정하는 것이 매우 중요합니다.
Q7분쟁이 커지기 전에 대응할 방법도 있나요?
A7. 경고장, 내용증명, 협의 조정 등
법적 분쟁 이전 단계 조치로 갈등을 줄일 수 있습니다.
사전에 법적 리스크를 분석하는 것이 좋습니다.
Q8강남구에서 법률 사건이 많은 이유는 무엇인가요?
A8. 인구 밀집, 자산 규모, 직장·사업체 분포 등으로
분쟁 유형이 다양하고 사건 빈도도 높은 편입니다.
다만 사건별로 특성이 달라 단순 비교는 어렵습니다.
※ 2025년 10월 기준
※ 본 문서는 공신력 있는 기관 자료(법무부·법원행정처·대한법률구조공단 등)를 참고한
일반 법률정보입니다.
개별 사건은 사실관계·증거·관할·시점 등에 따라 결과가 달라질 수 있으며,
본 문서는 법률자문이나 구체적 결과를 보장하지 않습니다.
작성자 및 A&Lab은 본 정보 이용에 따른 법적 책임을 지지 않습니다.